面粗度 カットオフ値 って?
仕事で面粗度のカットオフ値について調べてみたので忘れないようにブログ記事にしょうと思います。
面粗度って?
一応読んでくれる方がいるかもしれないのでざっと説明します。
JISの工業規格では、製造品の表面粗さに関する記述があります。表面の粗さを面粗度(めんそど)と呼びます。
今回私が調べるに至った経緯は、お客様から出荷品の面粗度について指摘され、私が測定した数値とお客さまで測定した値に相違が出るのかわからなかったためです。

問題は 算術平均粗さ Ra
お客様でRaを測定したら4.0、社内で測定すると1.3くらい。同じRaを測定しているのになんでこんなに異なるのか?
規格は、Ra3.2だったので コレは完全に規格外 ヤバイ!!
頭の中は意味がわからん?なんでこんなに違う値が出るのか?ナゾ????
とりあえず、会社の面粗度計で色々測ってみることに。
Raはカットオフ値で変わる事もあるので注意!
色々設定値を変えて測定することであることに気づきました。
カットオフ値を変えると、Raの値が変わる!
でもなんで?
測定値なんて、どうやって測っても同じ値が出てこないとおかしくない?
カットオフ値変えるだけで、公差の半分以下だったのが、いきなり公差超えするんだ?
私の頭の中はこの状況をどうにかしなければならない。気持ちでいっぱい。
どう対処するのが正解なのか?
既に出荷したものは返品か?スケジュールは何処から組み立てるべきか?
とりあえず巻き返し案を仮組みして、本質的な問題は何か落ち着いて考える事に。
カットオフ値ってなんだ?

そうこう考えているうちにカットオフ値を解決しなければ、先に進めないと思い、カットオフってをググる事に。
横軸に周波数のグラフ
左右の値が50%の値で交差するのがカットオフ値です。って意味不明。
評価長さほカットオフ値の5倍です。
なんか色々読んだけど、とりあえずJISの表を見ると、Ra3.2のときはカットオフって2.5を使えって書いてある
多彩な資格がスマートフォンで手軽に本格的な学習ができるオンライン試験対策講座面粗度計の値は、人間の感じるツルツル、ザラザラとは必ずしも一致しない
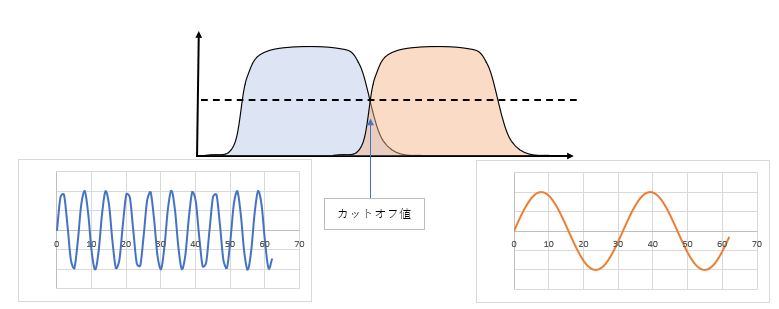
よく見るカットオフ値の概念図 何度見てもよくわからない・・・
ネットで調べてもよくわからないので、粗さ測定の講習を受けているO氏に聴いてみたが、よく理解していない様子。二人で講習会の時の資料を解き明かしていると、徐々に理解してきた!
カットオフ値ほ、ツルツルや、ザラザラといったいわゆる粗さと、形状の凸凹の線引をゆるく決めているようだ。ということがわかってきました。
人間の感覚では、面粗度は触ったときの感触か、光にかざしたときのピカピカ具合を指す場合がほとんどだけど、機械で判断するにはツルツルとザラザラを数字で判断する必要ということなんですね。
面粗度における平均という意味を考える
例えば、テストの点数の平均点を考えると、最小点は0点 最大点は100点の中にありますね。わかりやすい!
上下限の決まりがない日経株価の平均と言えば、50日平均や、100日平均などの、時間軸を線引きしてその範囲の中で平均値を計算します。
では表面の粗さの平均値をとりうる値をどのように決めているのか?
ということが問題になります。
表面粗さを計算するにあたり数学的に近似しているようなのですが、人間が感じるツルツルや、ザラザラを数値化するには、サインカーブの周期と波の高さを使うようです。周期が短い(細かい)ければ、ツルツル、周期が長(広)ければザラザラ。といった感じでしょうか。
以降は、波の高さを無視して、周期のみを取り上げて説明します。
平均値の計算の話に戻りますが、周期が短い側の極限は0になると想像できますが、周期が長い方はどうなるかというと、面のうねりに代表される 人間の感覚では、面の粗さとは関係ない大変長い周期も、機械からすると計算してしまい、周期の最大値を無限にとるともはや平均値の意味がありません。
実用的に計算するには、平均値を計算するにあたり、重要視する周期帯をあらかじめ決めておいた方が良いことが多いと思います。
例えば、10㎜×10㎜の平面と、100㎜×100㎜の平面を比べると、10㎜×10㎜の平面では、この平面よりも長い周期は計算する意味がありませんが、大きい平面に機能がある場合、長い周期に意味がある場合出てくるでしょう。
このように、機能(使い方)に見合った周期帯で面粗度を測定しないと、実用的な評価ではないということになるでしょう。
面粗度におけるカットオフ値とは?
カットオフ値は振幅伝達率が50%とするとありますが、私の認識では 50点と置く。といった方がしっくりきます。
例えば、カットオフ値0.8と置くと
100点はカットオフ値の1/10の周期の0.08㎜
0点はカットオフ値の10倍の周期の8㎜
と規定されるようです。
つまり、カットオフ値よりも小さい周期のものほど高評価で、カットオフ値よりも大きい周期の物は低評価で計算される。らしいです。(笑)
それでは、カットオフ値が2.5の場合はどうなるかというと、
評価対象となる周期は 0.25㎜から25㎜になるのですが、さすがに25㎜となると面のうねりのような、長い周期をもつものまで計算に組み込まれてしまいます。
加工の軌跡でできてしまうような段差などは、カットオフ値0.8では周期が長いため、評価が低いか、無視されてしまいますが、カットオフ2.5では 評価が高くなり測定結果に影響が出てきます。
ツルツル or ザラザラ、ツールマークの面粗度を評価するには・・・

人間の感じるツルツルや、ザラザラを数値的に表すならば、最大面荒さのRzの方が向いている気がします。
Raが向いているのは、摺動面などの長い周期のうねりがあると、動作に影響が出てしまう場合に使うのが向いている気がします。
やはり、人間の感覚を機械で置き換えるのはなかなか難しく、そのためJISの面荒さについては、数年ごとに見直しが入り改定されているのではないかと思います。
今回私が遭遇した面粗度規格外の問題は、加工面に段差があり、カットオフ値0.8では、無視されたか、低評価されて平均値への寄与度が小さかったためと考えられます。
面粗度でお困りの方は、お客様とよくよく認識をすり合わせて検証されることをお勧めします。